鑄鐵平臺生產工藝全解析:從鑄造到刮研的5項核心技術揭秘
在大型設備安裝、測量及機械加工領域,鑄鐵平臺是不可或缺的基礎工裝。其平面精度直接影響設備安裝的穩定性與測量數據的可靠性,而高質量的鑄鐵平臺需經過多道工序錘煉。本文將深入解析從鑄造到刮研的6項核心技術,揭秘鑄鐵平臺的生產奧秘。一、材質配比與熔煉技術
鑄鐵平臺的性能始于材質,灰鑄鐵HT250-300是主流選擇,其碳含量需控制在2.9%-3.5%,硅含量1.8%-2.4%,通過合理配比實現強度與良好耐磨性的平衡。熔煉時采用中頻感應爐,將生鐵、廢鋼、增碳劑按比例投入,升溫至1450-1500℃,并加入硅鐵、錳鐵進行脫氧處理。關鍵在于控制硫、林含量(硫≤0.12%,林≤0.3%),避免鑄件出現熱裂或冷脆問題。熔煉完成后,需靜置30分鐘以上,確保鐵水純凈度,為后續鑄造奠定基礎。
二、砂型鑄造與澆筑工藝
砂型質量直接決定鑄件精度,采用樹脂砂造型技術,砂粒粒度控制在50-100目,樹脂加入量2.5%-3%,固化劑1%-1.5%,確保砂型強度達8MPa以上。造型時使用數控砂型機床,型腔尺寸誤差控制在±2mm,表面粗糙度Ra≤12.5μm。澆筑環節采用階梯式澆口設計,鐵水澆注溫度保持在1380-1420℃,澆注速度控制在5-8kg/s,通過慢-快-慢的節奏避免卷渣、氣孔。對于大型平臺(≥2000×3000mm),需采用分段澆筑與時效處理結合的方式,減少內應力。
三、時效處理技術
鑄件冷至200℃以下后,需進行人工時效處理,去掉鑄造內應力。將鑄件放入時效爐,以50℃/h的速度升溫至550-600℃,保溫4-6小時,再以30℃/h的速度降溫至200℃以下出爐。對于高精度平臺,還需進行二次時效,即粗加工后再次升溫至400-450℃保溫3小時,進一步穩定金相組織。時效處理可使鑄件殘余應力降低60%-80%,防止后續加工變形。
四、粗加工與應力釋放
粗加工采用大型龍門銑床,去除鑄件表面2-5mm的氧化層及問題層。加工順序遵循“先面后孔、先粗后精”原則,先銑削上下平面,保證平行度誤差≤0.1mm/m,再加工T型槽、定點孔等結構。粗加工后需自然時效2-3周,通過環境溫度變化進一步釋放應力。對于超大型平臺(≥5000×8000mm),可采用振動時效工藝,以10-50Hz的頻率振動20-30分鐘,加速應力釋放。
五、精加工與平面磨削
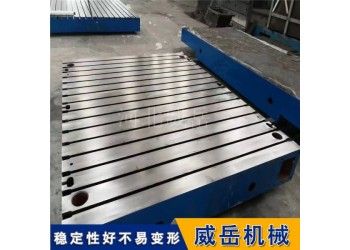
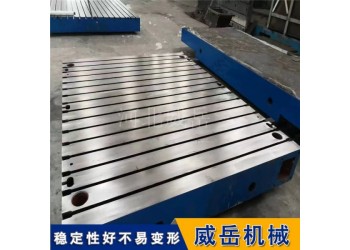
精加工階段使用高精度平面磨床,砂輪粒度選擇80-120目,磨削速度30-35m/s。采用“多次走刀、逐步減小進給量”的方式,進給量0.05-0.1mm,末次進給量≤0.01mm,確保平面度誤差≤0.05mm/m。磨削過程中需使用冷液充分冷,防止工件熱變形,同時通過在線測量系統實時監測平面精度,及時調整磨削參數。對于拼接式平臺,還需保證各拼接塊的平面高度差≤0.03mm。
從材質熔煉到手工刮研,鑄鐵平臺的生產過程是技術與經驗的結合。每一項核心技術都直接影響精度,而嚴格的工藝控制則是確保平臺性能的關鍵。只有掌握這些技術要點,才能生產出滿足大型設備安裝需求的高精度鑄鐵平臺,為工業生產的提供堅實保障。
威岳機械謝女士15350773479
鑄鐵對拖試驗平臺 汽車傳動軸扭轉疲勞試驗臺
http://www.936dh.com/goods/show-73342.html
大型電機裝配測試平板 T型槽平臺 承接定做
http://www.936dh.com/goods/show-73299.html
裝配平臺 檢驗工作臺 表面光滑 高精度測量
http://www.936dh.com/goods/show-73282.html
鑄鐵T型槽平臺平板 開槽工作臺 可打孔開槽 支持定制?
http://www.936dh.com/goods/show-73115.html
鑄鐵電機試驗平臺 綜合測試底板2X3米 4x8米
http://www.936dh.com/goods/show-73057.html
鑄鐵T型槽平板平臺 設計規格 精度可靠 可打孔開槽
http://www.936dh.com/goods/show-73195.html
三坐標測量儀專用鑄鐵平臺000級精度防震實驗室基礎平臺由河北威岳機械公司提供,該企業負責三坐標測量儀專用鑄鐵平臺000級精度防震實驗室基礎平臺的真實性、準確性和合法性。本站對此不承擔任何保證責任。